1. Khái niệm
rãnh và phương pháp kiểm tra
- Rãnh được cắt ở mặt ngoài của chi tiết , rãnh này
dùng để thoát dao khi tiện ren , dùng lăp
vòng hãm , mặt ngoài của chốt . . .
- Rãnh được kiểm
tra bằng thước cặp có đuôi sâu, bằng thước
đo sâu hoặc bằng dưỡng
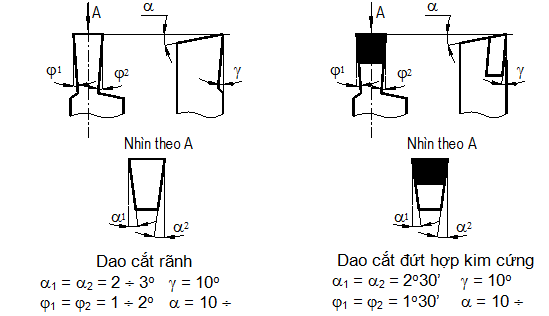
2. Dao cắt
rãnh và dao cắt đứt
3. Phương pháp cắt rãnh – cắt đứt
3.1. Phương pháp cắt rãnh vuông
- Gá vật gia công lên máy, rà tròn
và kẹp chặt
- Gá dao đúng quy cách
- Xác định vị trí của rãnh, chiều dài rãnh bằng thước lá, dưỡng,
thước cặp, du xích…
 - Khi cắt rãnh hẹp, ta chỉ cần cắt một lát, đủ bề rộng của
rãnh
- Khi cắt rãnh hẹp, ta chỉ cần cắt một lát, đủ bề rộng của
rãnh
- Cắt rãnh rộng, ta chia làm nhiều lát cắt thô, còn lát cắt
tinh ta cho dao tiến từ ngoài vào trong, tiến dọc hết chiều dài rãnh rồi lùi
dao ra.
4.3.2. Phương pháp cắt đứt
- Gá vật gia công lên máy, rà tròn, kẹp chặt
- Gá dao đúng quy cách
- Xác định vị trí của mạch cắt bằng thước lá, thước cặp, du
xích…
- Tuỳ theo thiết bị và đường kính vật gia công mà ta cắt một
lát hay mở rộng mạch cắt.
 - Khi cắt đứt, cần gá và cắt sát vào mặt đầu của vấu mâm cặp
(dao cách mặt đầu của vấu từ 3 ¸ 5mm)
- Khi cắt đứt, cần gá và cắt sát vào mặt đầu của vấu mâm cặp
(dao cách mặt đầu của vấu từ 3 ¸ 5mm)
- Với phôi cứng vững phải mở mạch, tay phải quay tay quay
bàn trượt ngang để đưa dao vào, tay trái quay tay quay bàn trượt dọc đưa dao
qua lại để rãnh chỗ cắt đứt được mở rộng ra, lưỡi cắt không bị kẹt và phoi
thoát ra dễ dàng.
- Khi mài lưỡi cắt nghiêng đi một góc bằng 10o tạo
lưỡi cắt xiên để mặt cắt sau khi cắt phẳng, không còn lõi như trường hợp lưỡi cắt
song song với tâm chi tiết.
- Khi cắt ở tốc độ cao hoặc phôi cứng, ta mài lưỡi cắt có
cung R ở hai bên mũi dao để tăng tuổi thọ của dao.
- Nếu phôi có đường kính lớn, dao không cắt đến tâm được, mặt
khác do trọng lượng của chi tiết làm cho phôi bị gãy sớm nên khi cắt cách tâm 2
¸ 3mm phải rút dao ra khỏi rãnh, tắt máy và bẻ gãy phôi.
- Phôi có đường kính lớn và độ cứng cao dùng dao đầu cong gá
úp, vật gia công quay ngược chiều, cắt theo phương pháp này thì phoi rơi thẳng
xuống khay, không xảy ra quá trình kẹt phoi.

- Trong trường hợp cắt hàng loạt chi tiết có kích thước giống
nhau (chỉ thực hiện cắt rãnh hoặc cắt đứt) cần cố định xe dao trên băng máy để
hạn chế rung động và đỡ gãy dao.
- Muốn cắt nhanh thép thanh thành nhiều phôi bằng nhau, dao được
gá cách mặt đầu mâm vặp 5 ¸ 6 mm,
dùng cữ chặn kiểu bản lề gá trên ụ độnghoặc cữ gá trên ổ dao để xác định chiều
dài phôi cần cắt đứt, đo xong gập cữ bản lề lại để cắt, cắt xong lại mở ra làm
cữ cho chiếc tiếp theo.

4.4. Chế độ cắt
khi cắt rãnh - cắt đứt
- Chiều sâu cắt là bề rộng của lưỡi
cắt khi không mở mạch
- Bước tiến dao là khoảng dịch chuyển
của dao theo chiều ngang sau một vòng quay của vật gia công (khi cắt rãnh mặt đầu
thì giống tiện trơn, khoảng dịch chuyển dọc của dao sau một vòng quay của vật gia
công)
- Bước tiến khi cắt đứt nhỏ hơn bước
tiến khi tiện trụ ngoài hoặc tiện mặt đầu. Khi tiện chi tiết có đường kính nhỏ
hơn 60 mm chọn S = 0.1 ¸ 0.15 mm/vòng, nếu phôi có đường kính lớn hơn chọn S = 0.3 mm/vòng. Tốc độ
cắt nhỏ hơn 15 ¸ 20% so với tiện ngoài.
- Quá trình cắt đứt khó hơn tiện
ngoài, dao thường bị nêm chặt trong rãnh cắt do ma sát giữa dao và thành rãnh.
Vì vậy, khi cắt đứt thép cần sử dụng dung dịch trơn nguội để giảm ma sát, nhiệt
độ, tăng thời gian sử dụng cho dao và nâng cao chất lượng bề mặt.
4.5. Dạng sai
hỏng, nguyên nhân và biện pháp khắc phục
TT
|
Hiện tượng
|
Nguyên nhân
|
Cách khắc phục
|
1
|
Kích thước
không đúng
|
- Đo không
chính xác, lấy du xích sai, không khử độ rơ bàn trượt dọc
|
- Đo kiểm
chính xác trước khi cắt đứt hẳn, khử độ rơ bàn trợt dọc
|
2
|
Mặt cắt không phẳng
|
- Dao gá nghiêng, góc j1 nhỏ quá, dao yếu,
dao gá không ngang tâm
|
- Gá dao thẳng, ngang tâm, mài góc j1 lớn lên, mài
nghiêng lưỡi cắt chính
|
3
|
Độ nhẵn không đạt
|
- Chế độ cắt
lớn, dao cùn, không dùng dung dịch trơn nguội, phôi gá không chắc
|
- Giảm chế độ
cắt, tôi, mài lại dao, dùng dung dịch trơn nguội khi tiện tinh, gá dao phôi
chắc chắn
|
4.6. Bài tập ứng
dụng
4.6.1. Bản vẽ

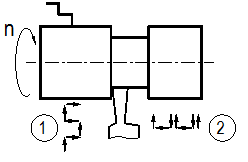
4.6.2. Trình tự
cac công việc cho luyện tập
TT
|
Nội dung gá, bước
|
Sơ đồ, bước
|
Chế độ cắt
|
||
t
|
S
|
n
|
|||
1
|
Gá phôi lên
mâm cặp, rà tròn, kẹp chặt
Khoả phẳng mặt đầu
|
0.5
|
0.2
|
350
|
|
2
|
Cắt thô rãnh l = 30.2 mm
|
4
|
0.2
|
210
|
|
3
|
Vát cạnh
2x45o
Cắt tinh cho
đến khi đứt đạt l = 30±0.2mm
|
2
4
|
0.2
0.1
|
210
210
|
|
* Hướng dẫn và
giải thích:
A.Gá phôi: Đưa thanh
thép vào trong lỗ trục chính, phần nhô ra ngoài vấu mâm cặp bằng chiều dài của
chi tiết cộng mạch cắt và khoảng cách từ rãnh đến sát vấu mâm cặp khoảng 10 ¸ 15 mm.
- Gá dao cắt
ngang tâm máy và thẳng góc với đường tâm của phôi, chiều dài của đầu dao phải bằng
0.5 lần đường kính của phôi cộng thêm 3 ¸ 4mm.
- Chọn tốc độ cắt căn cứ vào trị số
tốc độ cắt và đường kính phôi.
2.Cắt chi tiết:
- Di chuyển dao cắt cho mũi dao bên
phải cách mặt đầu của phôi đúng bằng chiều dài của phôi và cắt đứt bằng bước tiến
ngang (dùng tay).
- Đối với phôi có đường kính lớn ta
nên mở rộng mạch cắt khi cắt đứt để giảm lực cắt nên khi tiện ta phối hợp hai
chuyển động tịnh tiến ngang và dọc cho đến khi tiện gần đứt để lại đường kính
lõi khoảng 6 ¸ 7mm.
3.Cắt tinh:
- Dùng dao cắt tinh đặt sát vào
thành bên phải của rãnh, lùi dao ra ngoài và dịch chuyển dao sang phải tiếp cho
hết lượng dư để tiện tinh rồi tiến dao theo hướng ngang tự động cho đến khi cắt
đứt chi tiết.
A
Comments
Post a Comment